Introduction

Rupture discs (also called rupture disks or burst discs) are critical non-reclosing safety devices designed to protect equipment, pipelines, and storage vessels from dangerous overpressure or vacuum conditions. Their installation quality directly impacts performance, accuracy, and service life.
Improper installation is one of the top causes of premature failure, leaks, incorrect burst pressure, and system downtime. This makes a proper, standards-aligned rupture disc installation essential for plant managers, OEMs, process engineers, and safety teams.
This guide covers best-practice rupture disk installation guidelines, based on engineering standards and global industry practices.
Why Proper Rupture Disc Installation Matters
A rupture disc is only as reliable as its installation.
Incorrect installation can lead to:
- Premature bursting
- Leaks at sealing surfaces
- Fatigue and reduced lifespan
- Incorrect burst pressure activation
- Safety incidents and equipment damage
- Costly downtime and replacement
Following correct installation practices ensures
- Accurate burst pressure performance
- No leaks or material fatigue
- Maximum operational reliability
- Compliance with safety standards
- Longer disc and holder life
1. Pre-Installation Checks
Before installing a rupture disc, the system must be properly prepared.
a. Verify Compatibility
Check that the rupture disc matches the specifications:
- Burst pressure & tolerance
- Operating pressure ratio
- Temperature rating
- Material compatibility
- Disc type (forward-acting, reverse-acting, composite)
- Holder model and size
b. Inspect Holder Components
Ensure:
- No dents, scratches, or corrosion
- Clean sealing faces
- Correct alignment features
- Vent holes not blocked
c. Clean the Piping System
Remove:
- Dust
- Rust
- Powder deposits
- Foreign particles
Even a small contaminant can affect sealing integrity.
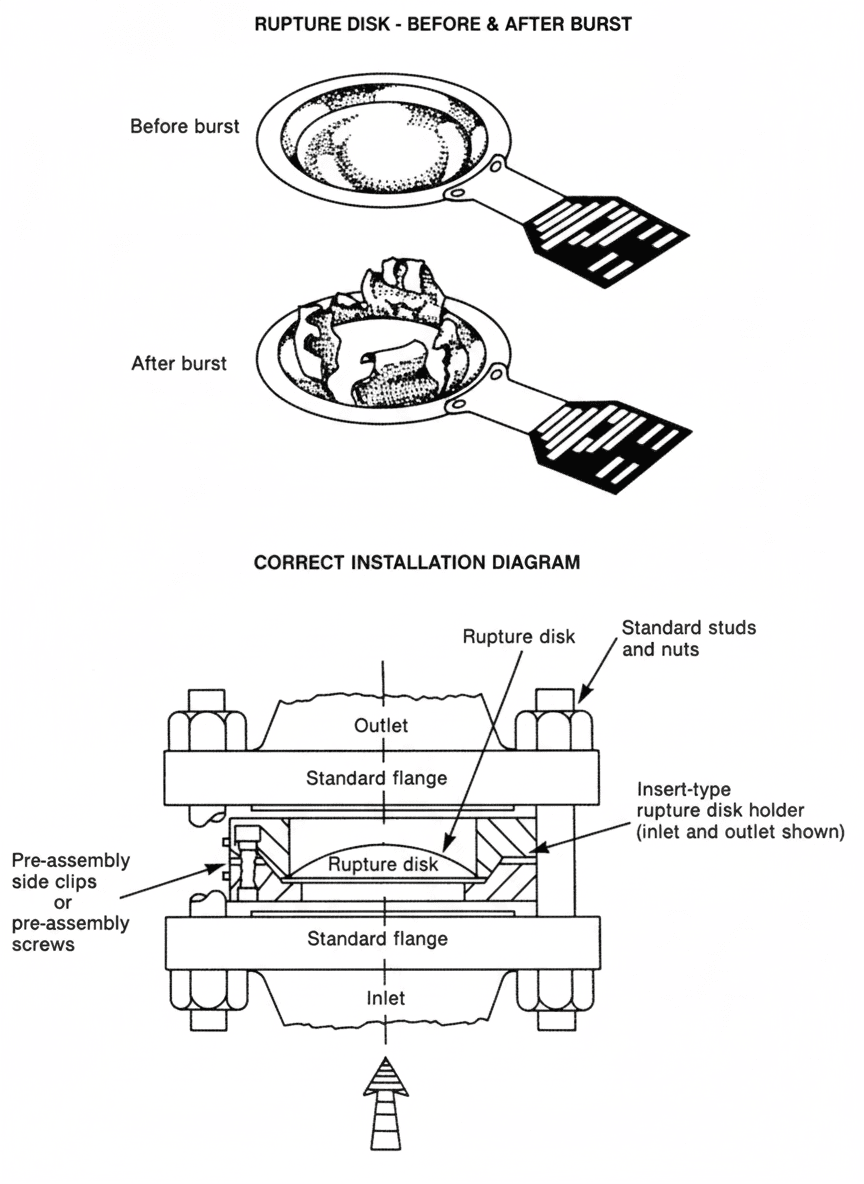
2. Installing the Rupture Disc in the Holder
This is the most critical step of rupture disc installation.
Follow Manufacturer Orientation
a. Rupture discs are highly sensitive to orientation.
- Forward-acting discs face the process side.
- Reverse buckling discs must be installed convex side to the process.
- Composite discs follow direction markers.
Wrong orientation = immediate failure.
b. Avoid Touching the Disc Dome
- Never press, scratch, or touch the membrane surface.
- Damage is often microscopic but enough to change burst performance.
c. Install Evenly & Centrally
Ensure:
- Correct centering in holder
- Even gasket compression
- No misalignment or pinched edges
3. Holder Assembly & Torque Guidelines
Proper torque is crucial for sealing and performance.
a. Follow Recommended Torque Values
Under-torque → leaks
Over-torque → deformation / premature burst
Use:
- Calibrated torque wrench
- Cross-pattern tightening
- Gradual, equal increments
b. Use Approved Gaskets Only
- Avoid makeshift or incompatible gasket materials.
- Use only manufacturer-approved gaskets to maintain burst accuracy.
4. Installation Into Piping or Vessel
Once the disc is clamped inside the holder:
a. Ensure Correct Flow Direction
- All holders include a flow arrow.
- Install accordingly to prevent reverse failure.
b. Maintain Straight Pipe Lengths
Avoid:
- Bends
- Reducers
- Valves
- Obstructions
Too close to the rupture disc.
These can cause flow turbulence and pressure spikes.
c. Don’t Use Thread Sealants Inside
Sealants or pastes entering the holder may cause blockage or disc sticking.
5. Post-Installation Verification
a. Conduct a Final Inspection
Check:
- Bolt torque
- Alignment
- Flow direction
- Tag and identification
- Instrument connection (if monitoring used)
b. Leak Testing
A low-pressure leak test ensures:
- Proper seating
- No mechanical defects
- Integrity before operation
c. Record Installation Data
Document:
- Tag numbers
- Torque values
- Batch/serial numbers
- Installation date
- Process notes
This supports future audits and safety compliance.
Common Rupture Disc Installation Mistakes to Avoid
Avoid these frequent errors that cause 70% of field failures:
- Installing disc upside down
- Over-tightening bolts
- Using damaged holders
- Touching the disc surface
- Improper gasket materials
- Leaving debris inside holder
- Not performing leak tests
- Misaligned pipe flanges
Why Choose Ventil Rupture Discs?
Ventil is one of India’s leading rupture disk manufacturers, trusted across:
- Pharmaceutical
- Chemical
- Food & Beverage
- Solvent handling
- Powder conveying
- General industrial processing
Ventil rupture discs offer:
- High accuracy & reliability
- Wide material and pressure options
- ASME, PED & international compliance
- Custom sizes and OEM-ready designs
- Proven installation consistency
Conclusion
Proper rupture disc installation is essential for ensuring safety, performance, and compliance in industrial pressure systems. By following the installation guidelines outlined above, plant engineers and safety teams can significantly reduce failure risks and extend equipment life.
Ventil provides engineeredrupture discs, holders, and installation support to ensure your system operates safely and efficiently.
Need assistance with rupture disc installation or rupture disc sizing? Contact Ventil’s engineering team for expert support.
Explore our other industrial safety solutions - Explosion vents, Flame arresters, and other Ventil Products.
Frequently Most Asked Questions
Forward-acting discs face the process side, while reverse buckling discs install with the dome opposite the process. Incorrect orientation causes premature failure.
Always use manufacturer-recommended torque values and a calibrated torque wrench. Over- or under-torquing affects sealing and burst accuracy.
Common causes include wrong orientation, dome damage, debris in the holder, improper gaskets, uneven bolting, and pressure spikes.
Yes. Only manufacturer-approved gaskets should be used to maintain sealing integrity and accurate burst pressure.
No. Rupture discs are single-use safety devices and must be replaced after activation.
Maintain straight pipe runs and avoid valves, bends, rounds or reducers close to the disc to prevent turbulence and pressure variation.
Do not use sealants inside the holder. They can affect sealing surfaces and burst accuracy.
Check torque, alignment, flow direction, and perform a low-pressure leak test to confirm proper installation.
Maintain adequate clearance from valves, pumps, and bends to avoid pressure disturbances near the disc.
Record torque values, tag/serial numbers, installation date, and operating parameters for compliance and traceability.
Inspect during routine maintenance or sooner if exposed to corrosion, vibration, or harsh operating conditions.
Ventil rupture discs offer high accuracy, ASME/PED compliance, durable materials, and proven reliability across multiple industries.